



木屑顆粒機,鋸末顆粒機,秸稈顆粒機,稻殼顆粒機

| 地址:河南省鄭州市化工西路 電話:0371-55018888 傳真:0371-55611668 手機:13803857310(白經理) 郵箱:hnyhks@hotmail.com 網址:http://www.hg25z.cn |

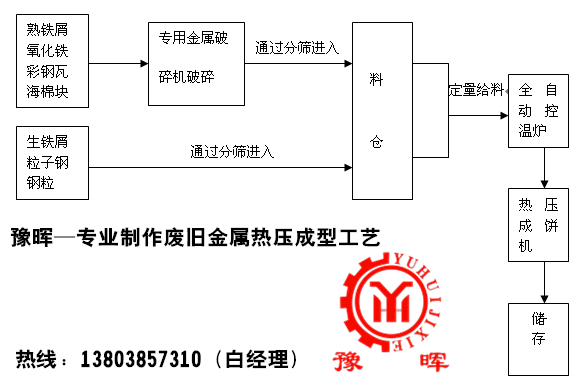
 1、原料:廢鋼鋼塊制造所需的鋼粒、鋸口屑、顆粒鋼屑和氧化鐵全部由建設單位外購入廠,并于廠區生產車間內合理堆放,等待生產使用。
1、原料:廢鋼鋼塊制造所需的鋼粒、鋸口屑、顆粒鋼屑和氧化鐵全部由建設單位外購入廠,并于廠區生產車間內合理堆放,等待生產使用。
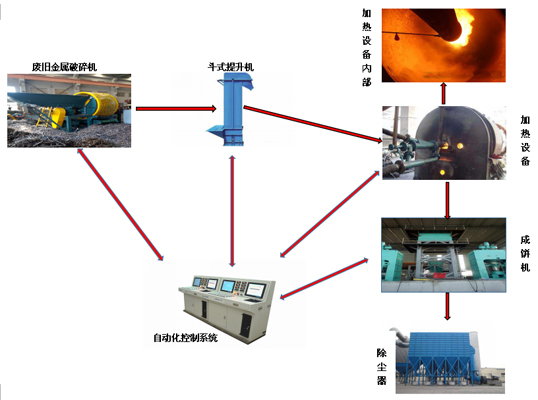
2、上料:將原料以一定比例混合后,放置于斗式提升機中,提升至傳輸皮帶,通過皮帶的傳送作用將原料運送至低溫對流加熱器中進行初步烘干;斗式提升機運行過程中,轉輪旋轉和皮帶摩擦等過程會產生一定的噪音,噪聲值在70dB(A)~80dB(A)之間。
3、低溫對流:原料在低溫對流加熱器中通過后續精確調溫加熱器中的熱氣流進行初步烘干,低溫對流加熱器中的熱氣溫度在200℃~300℃之間,經低溫對流加熱器烘干;初步烘干的原料在傳送系統的輸送下進入精確調溫加熱器進行進一步處理,原料表面的水分和析出的少量金屬顆粒物隨熱煙氣在風機的牽引下送至換熱器中;冬季換熱器開啟,利用煙氣余熱對廠區進行供熱,夏季換熱器不開啟,直接進入生產線自帶的布袋除塵器處理后,經15m高排氣筒排放;加熱過程中原料上附著的少量金屬顆粒物會因熱煙氣的流動而飄浮,并隨熱煙氣進入換熱器中;設備運行和傳送帶運轉過程中會產生一定的噪音,噪聲值在75(A)~90dB(A)。
4、精確調濕:經低溫對流加熱器烘干后的原料通過傳送系統運送至精確調濕加熱器中,本工序熱源由天然氣燃燒提供,天然氣由槽車經廠區管線輸送至生產車間,通過天然氣噴嘴向加熱器內添加天然氣,加熱器內設置點火裝置,用于點燃設備內的天然氣,加熱器加熱溫度在400℃~500℃之間,將原料內的少量水分烘干,并破壞各鋼粒的穩定狀態,使各鋼粒間的間隙縮小,促使各鋼粒初步熔合,提高壓制成型的成品率和合格率;處理后的原料通過傳輸系統運送至下一工序,天然氣燃燒后產生的廢氣和少量鋼粒表面析出的顆粒物在風機的牽引下進入低溫對流加速器,對后續原料進行初步烘干作業;加熱過程中原料上附著的少量金屬顆粒物會因熱煙氣的流動而飄浮,并隨熱煙氣進入低溫對流加速器中;設備運行和傳送帶運轉過程中會產生一定的噪音,噪聲值在75(A)~90dB(A)。
5、轉運:經低溫對流加熱器和精確調濕加熱器處理后的原料通過中間高溫轉運器運送至壓力機中,等待壓制制型,在轉運過程中,通過保溫箱對原料進行保溫,保溫箱采用換熱器中提供的余熱進行保溫,保溫箱的保溫溫度在100℃~200℃之間。
6、壓制成型:運送至壓力機的原料,將壓力機液壓調整至合適強度,對高溫的鋼粒施加壓力,在壓力機擠壓下原料壓制成粒子鋼塊;鋼粒在擠壓過程中會有少量金屬顆粒物產生,設備運轉過程中會產生一定的噪音,噪聲值在85(A)~95dB(A),同時壓力機采用油壓工藝,定期會產生一定量的廢液壓油以及設備清潔擦拭和吸附泄漏液壓油的抹布。
7、運輸入庫:成型的粒子鋼塊在裝載吊機的磁力吸附作用下,被運送至成品堆放區,人工對粒子鋼塊進行打包后,暫存在成品堆放區,定期外售。
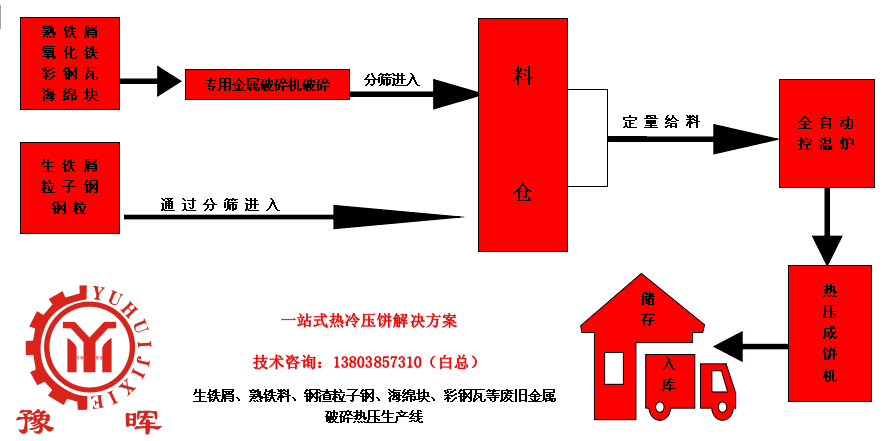
鋼渣粒子鋼熱成型系統技術原理
鋼渣粒子鋼熱壓成型系統通過傾斜布置加熱滾筒,使物料從較高一端加入,載熱體由低端進入,與物料成逆流接觸。隨著加熱圓筒的轉動,鋼渣粒子鋼在重力的作用下運行到較低一端,得到熱壓成型所需的熱量。在加熱滾筒的尾部有加熱裝置,由天然氣供給熱量,加熱滾筒的裝置分為:高溫區、中溫區、低溫區,入料端為低溫區,采用廢氣直接循環進行預熱,預熱好的鋼渣粒子運行到中溫區進行300℃預熱,再進入高溫區進行700℃輻射。烘干好的700℃鋼渣粒子鋼經過傳輸系統傳輸到800噸的壓力機系統里進行熱壓成型,熱壓成型的鋼渣粒子鋼密度為6.2--6.6Pa。
 1、粒子鋼鐵水降低率低
1、粒子鋼鐵水降低率低系統采用特殊調節手段對粒子鋼加熱終溫進行精確控制,粒子鋼的氧化率很低,因此與原料相比,粒子鋼成型后鐵水率降低幅度一般可以控制在2%以下。
2、粒子鋼質量耗損率低
系統對加熱廢氣采用高效收塵措施,且系統封閉性較好,因此,系統粒子鋼幾乎沒有損耗。
3、系統熱效率高
系統采用廢氣直接循環及余熱換熱器裝置,能量利用效率很高,大幅度降低系統運行的燃料成本。
4、系統運行電耗低
系統采用較先進設計方法,系統總功率比常規系統降低20%左右。
5、系統造價較低
系統設計中將加熱過程分級設計,系統傳熱系數合理,系統尺寸大幅度降低,且由于溫度分區控制,低溫區材料厚度降低,所以,與常規設計相比,本系統造價降低約30%左右。
6、系統環保
本系統廢氣尾端設定重力沉降室和布袋除塵系統
7、系統事故率低
通過模擬計算,系統進煙口采用較低設計溫度,且采用特殊措施根據原料條件進行調節,所以,爐襯工作溫度水平不會超過雜質熔化溫度,不會出現粘圈事故,且耐材無粘圈損壞現象,系統作業率大幅度上升。
8、系統流程簡單,運行穩定性好
系統流程設計非常簡潔、順暢,調節手段靈活,不會出現過冷料及過熱料循環出現的現象,系統運行穩定性很高。